
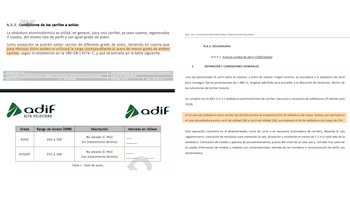
La normativa general de Adif establece que, al soldar dos carriles con diferente dureza, se utilizará la de “menor rango”, mientras que el pliego del contrato indicaba lo contrario

Ha transcurrido una semana desde el accidente entre dos trenes que provocó 45 muertes en Adamuz y la investigación, aunque sigue explorando todas las líneas, se orienta cada vez más hacia un enfoque concreto. Según los avances recientes, el descarrilamiento del primer tren, el Iryo, podría haberse originado por la soldadura que une dos tramos de raíl, justo en el kilómetro 318 de la línea de alta velocidad Madrid-Sevilla. En particular, se ha detectado una discrepancia entre el pliego del contrato para la renovación del tramo Guadalmez-Córdoba y la regulación general de Adif.
De acuerdo con los primeros informes de los investigadores, la ruptura del raíl común, fabricado por ArcelorMittal y soldado con otra sección más antigua, es la hipótesis que gana más peso como causa del accidente. El ministro de Transportes y Movilidad Sostenible, Óscar Puente, afirmó en una declaración que la fractura ocurrió “en la parte del carril nuevo, instalado en mayo de 2025, cerca de la soldadura con el carril antiguo”, lo cual coincide con el lugar habitual donde los expertos identifican fracturas bajo carga, aunque esto no implica necesariamente que la soldadura sea la causa directa.
“La rotura junto a la soldadura es habitual, pero no indica que el origen sea la soldadura misma, aunque puede serlo”, destacó Puente, agregando que “es necesario analizar tanto el raíl como la soldadura en laboratorio para determinar qué ocurrió y por qué se produjo dicha fractura”. Sin embargo, la soldadura evaluada por los investigadores no cumpliría con el “rango de dureza” exigido por la normativa de Adif para este tipo de uniones, un aspecto fundamental cuando se juntan carriles con características distintas.
La fractura se ubicó junto a una soldadura aluminotérmica que unía dos raíles con perfiles diferentes: uno antiguo, tipo R260 fabricado en 1992, y otro mucho más reciente, un R350HT producido en 2023. La conexión entre estos materiales, con distintos comportamientos mecánicos, es el punto que ahora se analiza con detalle.
Aquí surge una contradicción técnica. Por un lado, el pliego del contrato consultado por Infobae especificaba que al soldar carriles con diferentes niveles de dureza, el procedimiento debía regirse por la dureza del carril más duro. En cambio, la normativa interna de Adif, según la norma técnica NAV 3-3-2.1 en sus versiones de 2018 y 2024, establece un criterio opuesto: “Para realizar dicho soldeo se empleará el material correspondiente al acero de menor grado entre ambos carriles”, según indica el documento.
La revisión más reciente de la soldadura
Además, este tipo de soldaduras están sujetas a inspecciones periódicas y el ministro afirmó en una rueda de prensa que la última revisión mediante ultrasonidos se había efectuado en noviembre, aunque luego desmintió esta fecha tras revisar un documento de Adif que señalaba que la última inspección tuvo lugar el 10 de septiembre del año pasado. Asimismo, en un comunicado posterior al accidente, Adif mencionó pruebas en ese tramo, pero ninguna realizada por ultrasonidos, que son imprescindibles para evaluar el estado de las soldaduras.

El ministro justificó su error en Twitter: “Es posible que me equivoque tras 16 entrevistas y 3 conferencias de prensa, sobre una fecha o una cifra. Para ello se distribuye una nota. A ver cuál será el próximo bulo”.
¿Qué son las soldaduras aluminotérmicas?
La clave del debate no reside únicamente en la fecha de la última inspección, sino en el propio proceso de soldadura que está siendo minuciosamente revisado. Si se confirma que la fractura ocurrió en la unión de dos carriles, el foco se trasladará inmediatamente a la forma en que se realizó y verificó esa soldadura, dado que en ese punto se concentran los riesgos técnicos y posibles errores de control. Los especialistas insisten en que en esas uniones deben cumplirse rigurosamente los requisitos de ejecución, control e identificación, desde la preparación de los extremos hasta la verificación final.
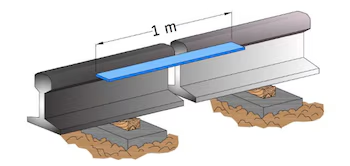
Es fundamental comprender qué son estas soldaduras y cuáles son los pasos necesarios para realizarlas. Según la norma NAV 3-3-2.1, la soldadura aluminotérmica consiste en unir dos carriles fundiendo sus extremos con metal líquido a temperaturas muy elevadas, logrando que al solidificarse se conviertan en una única pieza continua. Para ello, los extremos del raíl se rodean con un molde especial resistente al calor, que da forma al metal fundido mientras se enfría y endurece.
Condiciones que deben respetarse
Este procedimiento solo puede iniciarse una vez que la Dirección de Obra verifica y aprueba que la vía cumple con las condiciones adecuadas. Antes de la soldadura, el tramo debe mostrar una geometría correcta: el carril no puede presentar desniveles importantes ni desviaciones laterales superiores a márgenes muy precisos.
Las condiciones climáticas deben ser favorables. Generalmente, las soldaduras se realizan con temperaturas ambientales moderadas, entre 5 y 30 grados, aunque en situaciones excepcionales se permite trabajar desde 0 grados. Está prohibido soldar en presencia de lluvia, nieve, niebla densa, viento fuerte o frío capaz de congelar los moldes, ya que estas condiciones ponen en riesgo al personal y pueden originar defectos en la soldadura. Solo en casos extremos y con protección total de la zona se autoriza soldar bajo lluvia, garantizando que el agua no toque el metal fundido.
El soldador debe asegurarse de que todo el material esté completamente seco antes de iniciar, incluidos los moldes y los recipientes para escoria. Durante la reacción y tras verter el metal, se debe evitar rigurosamente cualquier contacto con agua o humedad, pues esto podría causar salpicaduras peligrosas. La escoria solo se retira una vez que esté totalmente fría y solidificada. Asimismo, la temperatura del carril en el momento de la soldadura debe mantenerse en un rango seguro, entre 0 y 45 grados.
“La soldadura aluminotérmica se emplea generalmente para unir carriles, ya sean nuevos, regenerados o usados, que tengan el mismo perfil y la misma calidad de acero”, detalla la norma, lo que explica el uso de un raíl antiguo en el tramo de Adamuz donde ocurrió el accidente.
Defectos en los carriles
Antes de llevar a cabo una soldadura aluminotérmica, es indispensable preparar minuciosamente la zona de trabajo. Para esto, se realiza primero una inspección exhaustiva de los carriles, focalizada principalmente en los extremos que se van a unir. El fin es verificar la ausencia de daños que puedan comprometer la duración de la soldadura, la cual debe ser igual o más resistente que los propios carriles.
El análisis se concentra en los extremos, donde se descartan defectos visibles mediante una observación detallada. Se emplean herramientas sencillas, como una linterna y un espejo de aumento, para inspeccionar incluso zonas complicadas, por ejemplo, la parte inferior del carril. Esta revisión se realiza tanto antes como después de limpiar el raíl con un cepillo metálico, para eliminar suciedad y óxido.
Generalmente, los defectos más graves se eliminan cortando la sección dañada del carril. Esto incluye muescas, grietas o fisuras incipientes, así como perforaciones o agujeros próximos al extremo del carril que podrían causar fugas del metal fundido durante la soldadura.
También se deben retirar ciertos defectos superficiales y daños localizados en los extremos, así como áreas afectadas por el calor de soldaduras previas, pues el metal pierde propiedades originales en esas zonas. En tales casos, el material dañado se elimina mediante corte hasta alcanzar una distancia adecuada que garantice una unión segura.
Finalmente, cualquier defecto menor presente en los últimos centímetros del extremo del carril, que pueda obstaculizar el encaje del molde de soldadura, se elimina por lijado o amolado. Esto abarca daños superficiales pequeños o restos de instalaciones antiguas, como conexiones eléctricas.
La verificación final
Al concluir el proceso, se debe efectuar una inspección final de la soldadura para garantizar que ha sido realizada correctamente y es segura. Esta revisión solo es posible una vez que la soldadura está completamente terminada, limpia, marcada con la identificación del soldador y con el acabado final aplicado. A partir de ahí, se valoran varios aspectos esenciales.
El primer punto es la apariencia externa. La mayoría de defectos visibles están ligados a errores durante la soldadura o, en menor medida, a problemas con los materiales empleados. Algunos defectos originan la inmediata desaprobación de la soldadura, como grietas, falta de metal, deformaciones o fisuras. Otros defectos leves, como pequeñas porosidades o inclusiones, solo se aceptan si son escasos y pueden eliminarse mediante un lijado superficial. Si el soldador duda sobre la calidad de su trabajo, debe reportar el problema, avisar de inmediato a los responsables y asegurar provisionalmente la vía hasta determinar si la soldadura se mantiene o se reemplaza.
Se evalúan también defectos que podrían haber aparecido durante el proceso, analizando sus causas. Por ejemplo, la falta de metal está relacionada con una carga incorrecta o fugas, las porosidades con humedad, las inclusiones con errores en el montaje del molde y las grietas con defectos en los cortes previos o una puesta en servicio prematura. Detectar estos motivos es vital para prevenir recurrencias.
Un aspecto especialmente crítico es la detección de fisuras. Si una grieta proviene de un defecto en el carril que no se eliminó antes de soldar, la soldadura debe rechazarse y sustituirse. Las fisuras más graves son las transversales y las horizontales en el alma del carril. Estas se identifican mediante inspecciones visuales o por ultrasonidos y, al detectarse, requieren asegurar la vía y sustituir cuanto antes el tramo afectado.